Designempfehlungen für 2K-Spritzguss und Umspritzen von Einlegeteilen
Zu unseren grundlegenden Richtlinien für den 2K-Spritzguss und das Umspritzen von Einlegeteilen zählen wichtige Designüberlegungen, die dazu beitragen, die Machbarkeit und das ästhetische Erscheinungsbild des Teils zu verbessern und die Gesamtproduktionszeit zu verringern.
Wir bieten vielfältige Möglichkeiten für den Formen- und Werkzeugbau, passend zu Ihrem Projekt.
Grösse
Maximale Abmessungen
GRÖSSE |
203 mm x 406 mm x 152 mm |
羊皮纸书卷 |
966.837 mm³ |
TIEFE |
101 mm von der Trennebene |
Bis zu 203,2 mm, wenn die Trennebene durch die Mitte des Teils verlaufen kann |
|
PROJIZIERTE FORMFLÄCHE |
112.903 mm² (Kunststoff-Spritzguss) 30.968 mm² (Flüssigsilikon) |
死Hohe萤石begrenzt盛,要是LSR als uberspritzter Werkstoff verwendet wird und tiefere Teile sind auf ein kleineres Konturmaß beschränkt. Das minimale Teilevolumen ist 0,4 cm³.
Beim Vorspritzling besteht eine Bearbeitungstoleranz von ± 0,08 mm einschließlich einer Toleranz des Kunststoffs von mindestens 0,005 mm/mm. Für Overmoulding-Formen gelten bei Thermoplasten die gleichen Toleranzen wie beim Vorspritzling. Ist der überspritzte Werkstoff jedoch LSR, verschieben sich die Toleranzen nach 0,6 mm/mm.

CAD Mitarbeiter
Feedback zum Design
Wenden Sie sich bei weiteren Fragen bitte an einen Anwendungstechniker unter[email protected]oder+49 (0) 89 90 5002 0.
Umspritzen von Einlegeteilen
Anstelle einer Form, in der wie beim 2K-Spritzguss mit zwei separaten Einspritzungen ein endgültiges Teil hergestellt wird, verwendet das Umspritzen von Einlegeteilen in der Regel ein vorgeformtes Teil – häufig aus Metall – das in eine Form geladen wird, in der es anschließend mit Kunststoff umspritzt wird. Das Ergebnis ist ein Teil mit verbesserten funktionellen oder mechanischen Eigenschaften.
Das einseitig gerichtete Umspritzen von Einlegeteilen wird bei Gewindeeinsätzen verwendet, welche die mechanischen Eigenschaften von Kunststoffteilen stärken, sodass diese besser miteinander verbunden werden können. Dies gilt vor allem bei wiederholter Montage. Buchsen und Hülsen sind eine weitere hervorragende Möglichkeit, um die Haltbarkeit von Teilen bei gepaarten Komponenten zu erhöhen, die aufgrund der beweglichen Teile eine höhere Abriebbeständigkeit erfordern.
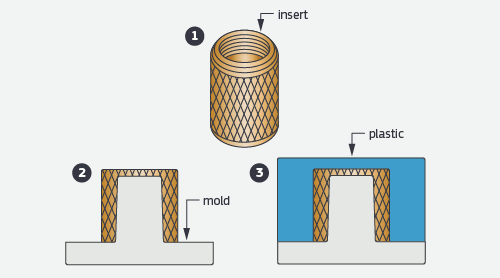
1. Einleger mit Gewinde 2. Einleger in der Form 3. Einleger mit Umspritzung
Werkstoffe
- ABS
- Acetal
- HDPE
- 连结控制协定
- PEI
- PMMA
- Polycarbonat
- Polyethylen
- PPA
- PPS
- PS
- PS
- PSU
- TPE
- TPU
- PEEK
- Flüssigsilikon

Integriertes Dichtungselement mit 2K-Spritzguss.
Verbinden von Werkstoffen für den 2K-Spritzguss
Eine chemische Verbindung zwischen den Werkstoffen des 2K-Spritzguss ist durchaus möglich. Jedoch sollte hierbei die Materialkompatibilität berücksichtigt werden, um die gewünschte Verbundfestigkeit zu erzielen. Überlegungen zu mechanischen Verbindungen werden dringend empfohlen, wenn die Verbindung für Ihre Anwendung wichtig ist. Eine Hinterschneidung ist ein gutes Beispiel für eine mechanische Verbindung.
| WERKSTOFF DES VORSPRITZLINGS | ||||||
|---|---|---|---|---|---|---|
| WERKSTOFF FÜR DEN 2K-SPRITZGUSS |
ABS Polylac PA-717C |
ABS/PC Bayblend T65 XF |
PC Makrolon 2458 |
PBT Celanex 2002-2 |
PP Moplen RP348R |
Nylon 66 Zytel 70G30HSLR |
| TPU Pearlthane 11T85 |
C | C | C | C | M | M |
| TPV Sarlink 3170 101-87 |
M | M | M | M | C | M |
| TPE Thermoplast K TC6 MLZ 101-64 |
M | M | M | M | C | M |
| LSR - Elastosil 3003/30 A/B |
- | - | M | M | - | M |
| TPC Hytrel 4068FG |
C | C | C | C | M | M |
M = empfohlene mechanische Verbindung
C = chemische Verbindung
Oberflächenqualitäten
| OBERFLÄCHENVEREDELUNG | BESCHREIBUNG |
|---|---|
| PM-F0 | nicht-kosmetisch, standardmäßig |
| PM-F1 | geringe kosmetische Oberflächenveredelung, Werkzeugabdrücke größtenteils beseitigt |
| SPI-C1 | Stein, 600er Körnung, 10-12 Ra |
| PM-T1 | SPI-C1, + leichtes Perlstrahlen |
| PM-T2 | SPI-C1, + mittleres Perlstrahlen |
| SPI-B1 | Papier, 600er Körnung, 2-3 Ra |
| SPI-A2 | Diamantpoliturscheibe, Grad Nr. 2, 1-2 Ra |

Oberflächenqualität
Formschräge
| VERTIKALE FLÄCHEN | 0.5° |
|---|---|
| HÄUFIGSTE SITUATIONEN | 2° |
| MINDESTANFORDERUNG FÜR FORMSCHLUSS | 3° |
| MINDESTANFORDERUNG FÜR LEICHT STRUKTURIERTE OBERFLÄCHE (PM-T1) | 3° |
| MINDESTANFORDERUNG FÜR LEICHT STRUKTURIERTE OBERFLÄCHE (PM-T2) | 5°+ |
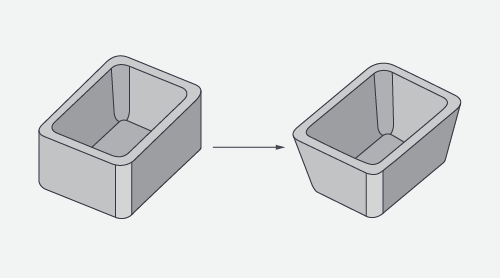
Teil ohne Formschrägen und mit Formschrägen
Hinterschneidungen
Maximale Abmessungen für den Seitenkern
| BREITE | HÖHE | VOLLSTÄNDIG |
|---|---|---|
| <213.84 mm | <60.38 mm | <73.66 mm |
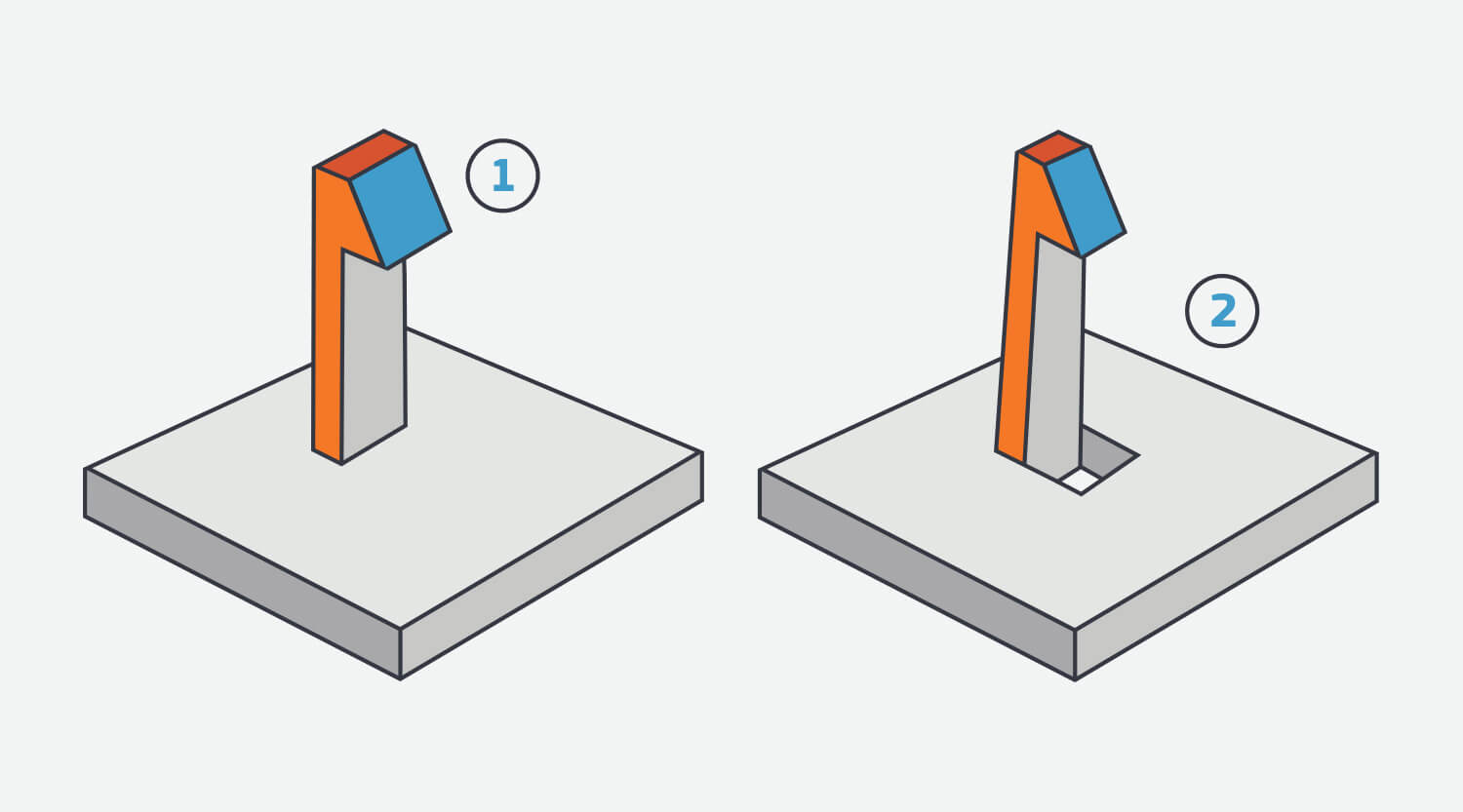
Hinterschneidungen
Wandstärke
WERKSTOFF |
EMPFOHLENE WANDSTÄRKE |
|---|---|
| ABS | 1,143 mm - 3,556 mm |
| Acetal | 0,762 mm - 3,048 mm |
| Acryl | 0,635 mm - 12,7 mm |
| Flüssigkristall-Polymer | 0,762 mm - 3,048 mm |
| Langfaserige verstärkte Kunststoffe | 1,905 mm - 25,4 mm |
| Nylon | 0,762 mm - 2,921 mm |
| Polycarbonat | 1,1016 mm - 3,81 mm |
| Polyester | 0635 mm - 3175 mm |
| Polyethylen | 0,0762 mm - 5,08 mm |
| Polyphenylensulfid | 0,508 mm - 4,572 mm |
| Polypropylen | 0,635 mm - 3,81 mm |
| Polystyrol | 0,89 mm - 3,81 mm |
| Polyurethan | 2,032 mm - 19,05 mm |
*Die Tabelle wurde vonmanufacturingcenter.comübernommen
Wandstärken
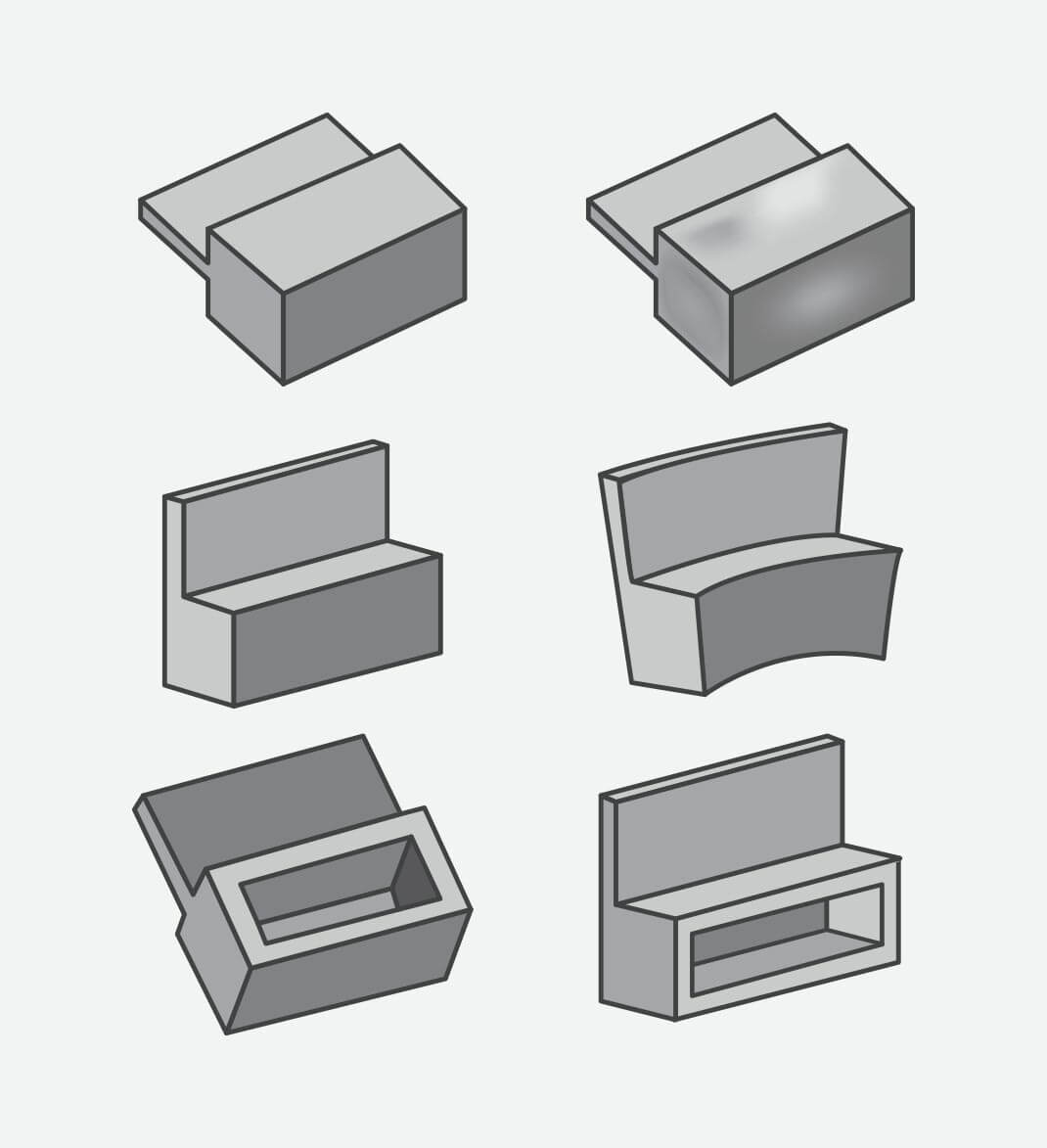
Radien
Manche Kanten von Teilen haben statt einer scharfen Kante einen Radius, da wir ein automatisches CNC-Fräsverfahren verwenden, um die Form für Ihre Teile herzustellen. Hierfür sind in der Regel keine Änderungen an Ihrem Entwurf notwendig, dennoch werden die sich ergebenden Radien identifiziert, bevor die Form gefräst wird.
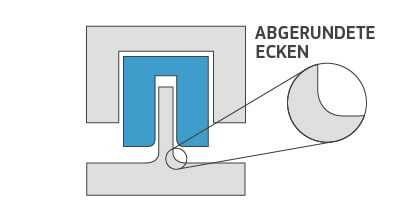
Radien

Kostenlose Formbarkeitsanalyse innerhalb weniger Stunden
Weitere Informationen anfordern
