
掌握加工零件的复杂特性
创建高度复杂的加工零件更快和更有效的几个快速提示
数控机床的性能每年都在提高。活刀车床可以铣削各种形状,并钻离轴或径向孔,这些操作以前需要单独到铣削部门进行。加工中心设有支持3+2加工的分度头,一次操作可完成零件的多面加工。这对设计师和工程师来说是个好消息。现在不仅可以生产极其复杂的零件,而且质量更高,成本更低,交货时间更短。
但这并不意味着任何事情都会发生——某些加工规则仍然适用——不遵守这些规则会导致昂贵的返工和项目延误。本设计提示探讨了一些关键的考虑因素,任何零件设计师都应该知道,包括:
- 孔的位置
- 铣削深度特征
- 螺纹和镶件
- 文本
- 部分半径
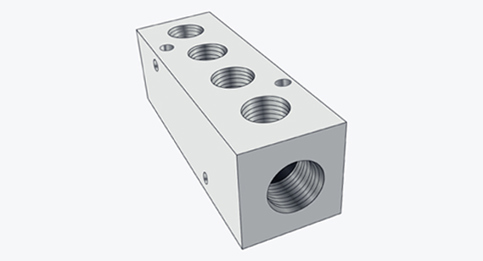
Protolabs有索引或3+2铣削。这一特性使机器可以在一次操作中握住工件的底部和工件的顶部和侧面。这种铣削可以生产更复杂的零件,例如,一个沿其侧面有底部切口的支架,或者一个瑞士奶酪状的气动集成管汇。
| 真正的五轴加工? |
|---|
尽管Protolabs拥有广泛的加工能力,但像船舶螺旋桨、骨科植入物和涡轮叶片等零件基本上是不允许使用的。这是因为它们具有“掠面”,当刀具在工件上工作时,需要同时移动多达5个机床轴,这是目前无法达到的机床水平和编程复杂性。这种情况即将改变。Protolabs最近收购了一家名为Rapid Manufacturing的公司,该公司专门从事5轴同步加工,以及钣金加工等其他制造工艺。期待今年晚些时候增加加工能力。 |
与Protolabs的铣削中心一样,数控车削在高速车床上,一次操作就能完成许多复杂的零件。现场工具和y轴的能力意味着它可以转动一个螺栓,磨平扳手,然后钻一个十字孔为安全线。更复杂的例子可能包括一端有对准槽的液压活塞,表面有扳手扳手孔的配件,或带有外部键槽的轴。在某些情况下,甚至可以“转动”一个比它更正交的部分。
考虑到铣削和现场加工的背景,在设计复杂零件时需要考虑以下五个因素:
1.孔的位置
Protolabs的数控车床上的轴向孔和轴向孔的最小尺寸为0.04英寸。(1mm),最大深度为直径的6倍。径向孔(从零件侧面钻孔的孔)应该至少为0.08英寸。(2mm)直径。穿过所有经过旋转或铣削的零件的孔通常是可以的(特别是中空或管形零件),但根据零件的尺寸,孔的直径,和材料,刀具可能没有足够的延伸。如果可能的话,Protolabs将从每一边进行加工,但一定要检查您的设计分析,以确定潜在的约束条件。
2.深的特性
车削零件的外部槽不能超过0.95英寸。(24.1毫米),或窄于0.047英寸。(1.2毫米)。所有其他槽状铣削功能在大小上通常与钻孔相同,但一个好的经验法则是保持深度小于功能宽度的6倍。另外,一定要留出至少0.020英寸的空间。(0.5mm)壁厚在相邻材料上。大平面和其他铣削表面——铣床或车床——完全取决于零件的几何形状与可用刀具尺寸的关系。然而,不管它们是在哪里制造的,很深的肋骨和凹槽都是一种挑战。在旋转或铣削零件上切割散热片是可能的,但这取决于零件的实际几何形状和可用的工具。同样,请仔细检查您的DFM分析,不要害怕测试我们的软件,或者与应用程序工程师联系。
 |
| 设计师经常在铣削和车削零件上添加螺纹功能。螺纹选择不同的铣削和车削零件,所以检查在这里以确保选择正确的工艺。 |
 |
考虑为您的机加工部分穿线?您还可以考虑使用插入。线圈插入(如图所示)和关键插入,比裸螺纹提供更长的使用寿命,特别是在软材料如铝或塑料。 |
3.更好的线程
Protolabs的车削中心和铣削中心之间的穿线能力有大量重叠。一般来说,Protolabs可以从#4-40 (M3 x 0.5)到1/2-20 (M10 x 1.25),这取决于机器的类型和特性的位置,尽管存在一些例外。查看线程的指导方针为精确的测量和细节。当你在那里的时候,一定要阅读关于为线程建模的正确方法以及这与内部与外部、铣削与车削零件特征之间的关系。您还可以考虑使用插入。线圈和关键插入比裸螺纹提供更长的使用寿命,特别是在软材料如铝或塑料,并易于您安装。
4.发短信很费钱
复杂的航空航天和医疗部件通常需要永久标记部件编号和公司名称。凹进的文字可能看起来很好,但它也是所有加工操作中最耗时的一种,而且随着生产数量的增加,它是完全禁止的。通常情况下,电化学蚀刻或激光标记部件更好,但如果你必须刻字,用简单、干净的字体使其简短、甜美。我们推荐软金属和塑料Arial圆形MT字体深14点0.3mm,硬金属Arial圆形MT字体深22点0.3mm。
5.Radii:注意角落
一个常见的错误在任何加工零件是呼叫尖锐的内角。例如,在Protolabs通常用于精加工的车削工具有0.016英寸。(0.032mm)的机头半径,所以任何配合部件的设计都应该考虑到这一点。铣刀可以降到0.040英寸。(1mm),这意味着任何口袋将包含内部角半径略多于一半。这是相当锋利的,但请记住,铣削用一个小工具需要很长时间,将被限制在口袋不超过0.375英寸。(9.52毫米)深。最好的办法是减轻内部角或允许尽可能大的内部半径的配合部分设计。
最后要提醒的是:如果不能在制造实践中应用良好的设计,就会使具有挑战性的加工操作更具挑战性,因此成本更高。在原型车上多花点钱可能不是什么大问题,但当需求上升,零件进入批量生产时,这可能是一个真正的游戏规则改变者。如往常一样,当您对任何复杂的部件或部件特性有疑问时,请随时致电877-479-3680与Protolabs联系(电子邮件保护)