
正确使用模件上的顶销
为什么正确的设计和位置的顶销可以减少他们对你的零件的影响
顶针是注塑界的“保镖”。2022世界杯足球赛时间表它们施加一个力将零件从模具中弹出,在某些情况下可能会留下痕迹。在Protolabs,我们的目标是设计和定位引脚,以尽量减少其对您的部件的影响,而Protolabs通常确定引脚位置,客户在订单完成之前就可以在引脚位置上签字。
销位于模具的b侧一半,当模具打开时,零件将停留在这一边。一旦模具打开,销伸入模腔,将零件推出,然后缩回,使模具关闭并重新填充。

需要考虑的因素
Protolabs使用圆形顶针,其位置取决于许多因素。显然,零件的形状是一致的(参见插图中的示例)。诸如侧壁的吃水和质地以及壁和肋的深度等因素会增加零件粘附在模具上的可能性。树脂的选择也会影响针的位置或尺寸。有些树脂“更粘”,需要更大的力才能从模具中释放出来。较软的树脂也可能需要使用更多或更宽的销钉来分散力,防止刺穿或损坏冷却的塑料。
在Protolabs的工艺中,顶针的两端是平的,并且垂直于顶针移动的方向。为了有效,针需要一个平坦的“垫”来推动,垫的表面必须垂直于针的运动方向。如果该位置的零件表面有纹理,则垫的光滑表面将是明显的。而如果零件的表面与顶针的平端不平行,对美观的影响将更加明显。
在传统的钢铁生产工具中,可以对销的末端进行加工,使其与不垂直于销运动方向的零件表面的轮廓相匹配,从而产生轮廓销。
然而,Protolabs的工艺通常不支持轮廓引脚的生产,除非客户要求。这是逐案处理的。客户可以让Protolabs检查轮廓针是否可行。
如果引脚需要作用于与引脚端不平行的零件表面,则必须提供与引脚端而不是零件表面在同一平面上的焊盘。因为它与零件表面在不同的平面上,所以垫可以在一个边缘略高于零件表面,或者在一个边缘略低于零件表面。配置一个稍微嵌入零件表面的焊盘是轮廓表面上引脚的默认配置。
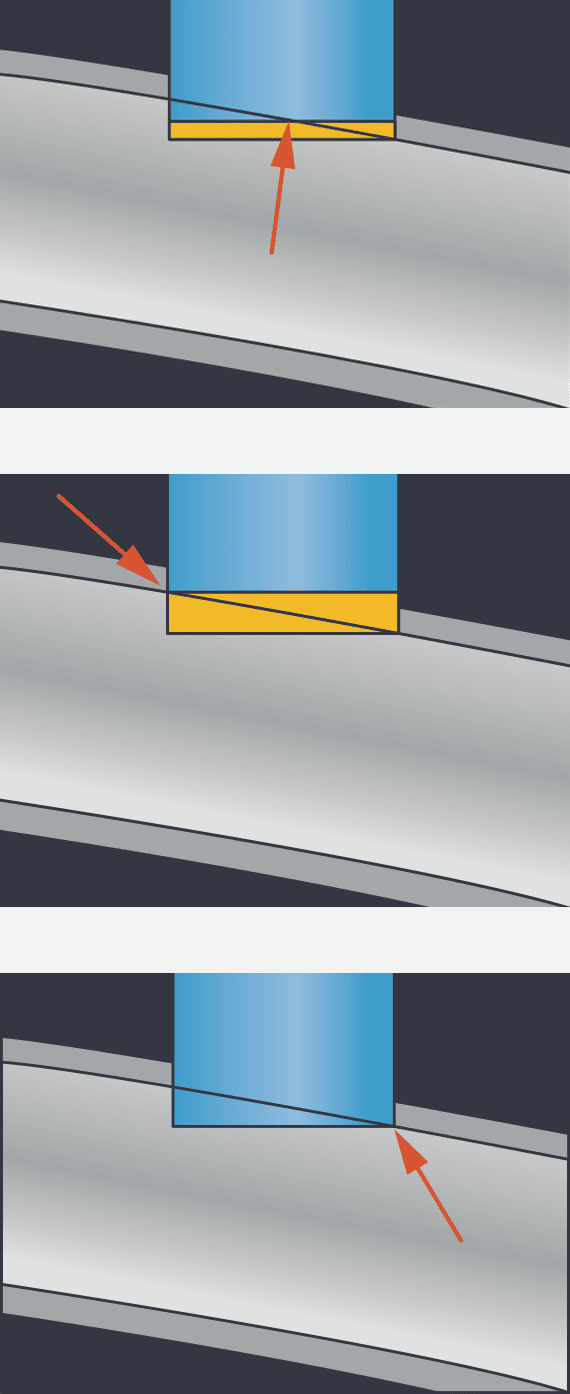
默认配置是中心切割的引脚,在有角度或弯曲的表面上,这意味着引脚会击中表面的切线。大头针将打击一半缩进的部分和部分上的一半凸起垫。请参阅显示中心切割和最短和最长的针在表面上的插图。Protolabs除了中切,还有另外两种选择:最短的,在大头针下留下立垫;或最长,它完全缩进的部分销。请记住,使用最短的针,您将制作更厚的塑料部分,如果太厚,可能会导致零件背面下沉的风险。此外,一个最长的大头针,这是完全压痕,使塑料区域薄,所以要确保它不是太薄,这样你就不会结束了一个孔的部分,因为一个短镜头或大头针冲孔通过表面完全。您可以与Protolabs的应用工程师一起讨论关键区域的引脚位置和引脚类型,以确保解决成型和零件设计问题。

柱栅产生一个凸起的顶垫的极端例子(见柱栅图)。在不能使用边缘浇口的情况下,树脂是通过引脚通道的延伸注入的。当零件冷却后,顶销推动产生的支柱,并在此过程中,剪辑掉流道。在二次加工中,通常会从成品零件上移除立柱。
在大多数情况下,喷射垫(或其移除后留下的痕迹)位于部件的非美容侧。然而,在某些情况下,这可能是不可能的。以使用直通芯形成的夹子为例(参见夹子挂钩插图)。在这种情况下,因为夹子增加了零件的那一面的表面积,“夹边”零件表面将更牢固地附着在模具上。这样模具就有一半是b面了。夹子通常会在部分的美容方面,但它的存在要求弹射垫也在部分的那一边。
此外,顶针有时也用于帮助排出模具的深层特征,以防止填充结束时的气体潴留。
有限表面积的设计
所有的例子都假设有一些表面,销可以推动这些表面将零件从模具中弹出。然而,有些设计中没有这样的表面。以炉栅为例,所有面向b侧模具的部分都是肋的顶部。

如果肋边不能提供足够的表面积来推动销,设计师将需要增加一些老板作为顶板。
另一个例子是由液态硅橡胶(LSR)制成的部件。在这些情况下,不使用顶针。相反,零件是手动从模具中取出的。
在大多数情况下,在零件设计的早期阶段,顶销的位置是一个相对较小的问题。Protolabs将在下订单时提出引脚放置建议,并提供引脚和栅极布局供客户批准。届时,Protolabs将解决任何问题或关注,并在必要时进行更改,以满足客户的要求。
如有任何问题,请随时联系应用专家,电话877-479-3680或(电子邮件保护).