设计指南:数控车削
我们对数控车削的基本指导方针包括重要的设计考虑,以帮助提高零件的可加工性,增强外观,并减少整体生产时间。
大小
最大尺寸
| 直径 | 3.95英寸。 |
|---|---|
| 长度 | 9。 |
| 直径 |
100.33毫米 |
|---|---|
| 长度 | 228.6毫米 |
最小尺寸
| 直径 | 0.16英寸。 |
|---|---|
| 长度 | 0.05英寸。 |
| 壁厚 | 0.020英寸。 |
| 角 | 30° |
| 直径 | 4.07毫米 |
|---|---|
| 长度 | 1.27毫米 |
| 壁厚 | 0.51毫米 |
| 角 | 30° |

允许有小的特征,但任何区域的直径不应小于0.030英寸。(0.76毫米)。允许有尖锐的锥形;角度应大于30度。壁厚小于0.020英寸。(0.5mm)通常不能在加工过程中存活下来。具体的车削尺寸按材料,见最大零件加工范围.
通常,Protolabs可以保持+/- 0.005英寸的加工公差。(0.13毫米)。
生活工具的能力
我们的车床含有活的工具,允许额外的铣削功能添加到车削零件,包括平底,槽和沟槽。我们还可以在车削零件上添加轴上孔、轴向孔和径向孔,但只支持平行或垂直于旋转轴的孔,我们不能容纳奇数角度的孔。我们可以在铝或黄铜加工的零件上铣削离轴孔。


材料
阳极氧化和铬酸盐电镀
添加这些专门的饰面到您的订单,以延长寿命和改善您的部件的外观。
阳极氧化
减少腐蚀,并为您的铝部件添加诱人的金属颜色。阳极氧化有助于抵抗刮擦,作为电绝缘体,是最耐用的饰面之一。
规格:
- II型
- 通过无铅认证
- 类1(清晰)
- 二班(黑)
镀铬酸
保护您的部件免受腐蚀,同时增加导电性和油漆您的部件的能力。注意,钢和铁基金属在应用铬酸盐之前需要用锌进行预处理。
规格:
- I型,非rohs(黄色)
- II型ROHS(明确)
- 1A级:用于最大限度地防止腐蚀,涂漆或未涂漆
- 等级3:在需要低电阻的情况下,用于最大程度的抗腐蚀保护
表面加工
车削过的零件通常表面光洁度非常光滑。使用车床加工的圆柱形区域的表面光洁度通常比使用铣床要光滑得多,因此在为那些符合两种方法的零件选择加工方法时要考虑这一点。用活工具切割的区域,如平底和槽,可能有明显的工具标记。如果需要的话,可以对金属部件进行轻微的喷砂处理,留下精细的哑光表面。像钢和不锈钢这样的硬金属也会有边缘被磨碎(去毛刺)和锋利或粗糙的区域。
| 铝 | 边缘有明显的工具标记,边缘有轻微的爆珠,或锋利的边缘有明显的工具标记 |
|---|---|
| 所有其他金属 | 边缘有明显的工具痕迹或边缘有轻微的珠爆 |

半径
由于数控加工过程的自然结果,零件上的尖锐内角会呈放射状(圆角)。所产生的半径将在零件铣削前确定。转弯的外角通常包括0.005英寸。倒角。
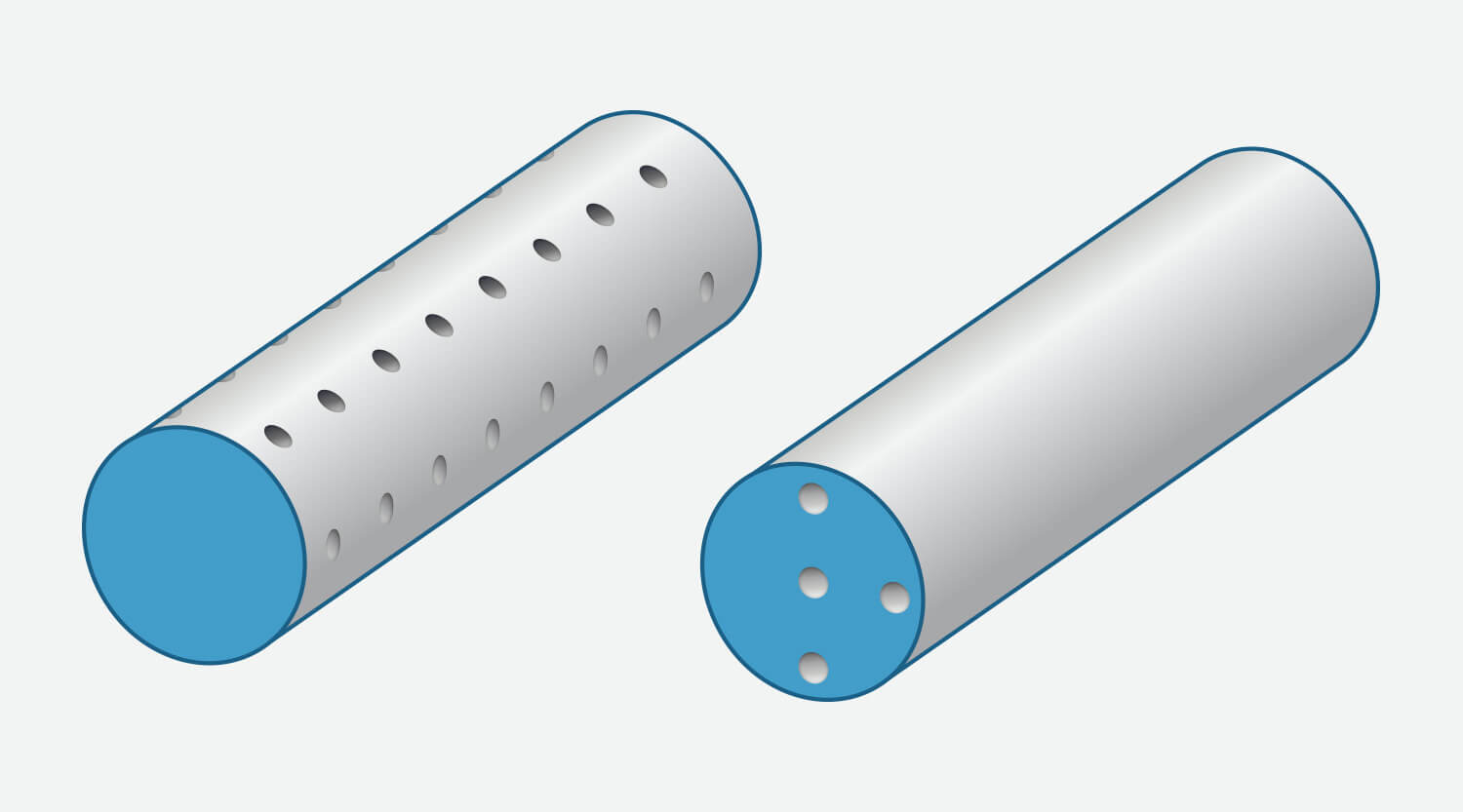
孔和沟槽
我们可以添加轴上孔、轴向孔和径向孔到车削零件上,我们支持平行或垂直于旋转轴的孔。离轴孔支持由铝和黄铜加工的车削零件。
文字部分
此时在翻转部件上不支持文本。
开孔尺寸:
- 轴上和轴向:0.04英寸。(1毫米)
- 径向:0.08。(2mm), 0.04英寸(1mm)铝和黄铜
槽:
- 最小外径槽宽度:0.047英寸。(1.2毫米)
- 铝和黄铜的最小外径槽宽:0.019 in (0.5mm)
- 最大外径槽深度:0.95英寸。(24.1mm) -随槽宽变化
- 目前不支持ID槽
得到一个在线报价为您的数控设计。
请求更多的信息
感谢您对Protolabs的关注。请告知我们如何提供更多服务资料。华体会app官网一旦我们收到您的意见,我们团队的应用工程师将尽快跟进。
如果你已经准备好了零件的3D CAD模型,现在就把它上传到网上,可以在数小时内收到一份带有免费设计的可制造性反馈的交互式报价。