2022世界杯足球赛时间表注射成型基础:设计成型零件的介绍
吃水、半径、壁厚和其他设计因素如何提高零件的可制造性
零件以不同的方式注塑成型。2022世界杯足球赛时间表有些是首先通过3D打印的原型,可塑性的考虑是有限的。另一些则采取更传统的加工路线,允许对工程级材料进行类似于成型的迭代测试。而且许多人直接直接跳到注塑成型。2022世界杯足球赛时间表
我们从经验中学到,在生产开始之前,有一些重要的设计元素需要考虑。这些可能会提高零件的可塑性,并最终可能减少生产故障的机会,外观缺陷和其他问题。
在注塑设计中添加吃水和半径2022世界杯足球赛时间表
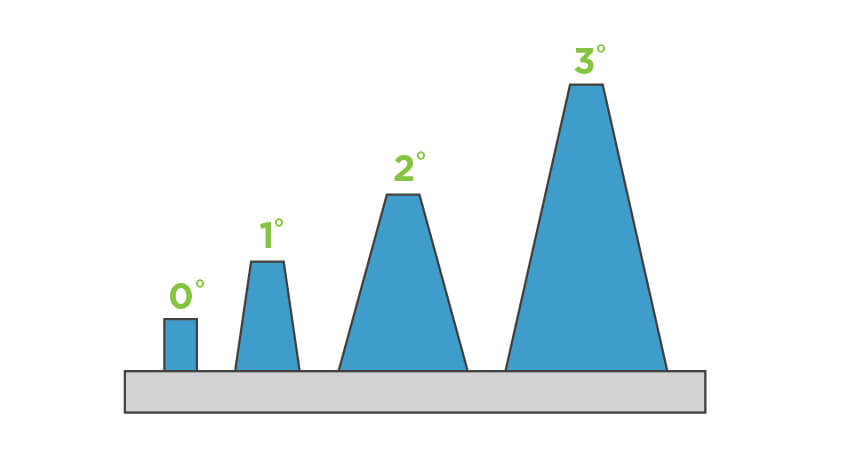
对零件施加牵伸和半径对设计正确的注塑零件是至关重要的。草稿帮助零件从模具释放较少的阻力在零件的表面,因为材料收缩到模具核心。有限的吃水要求对喷射系统施加过大的压力,这可能会损坏零件,甚至可能损坏模具。
一个好的经验法则是每1英寸的型腔深度应用1度的吃水,但这仍然可能是不够的,这取决于所选的材料和模具的能力。Protolabs使用数控铣削来制造模具中的大多数功能。我们的制造过程的结果驱动了一个独特的壁厚和吃水角度基于立铣刀,我们正在使用的每个功能。这就是我们的可制造性设计(DFM)分析变得特别有用的地方,因为我们的软件分别查看每个部件的特性,并将其与我们的工具集进行比较。设计分析强调了可能需要增加吃水和厚度的零件几何形状。
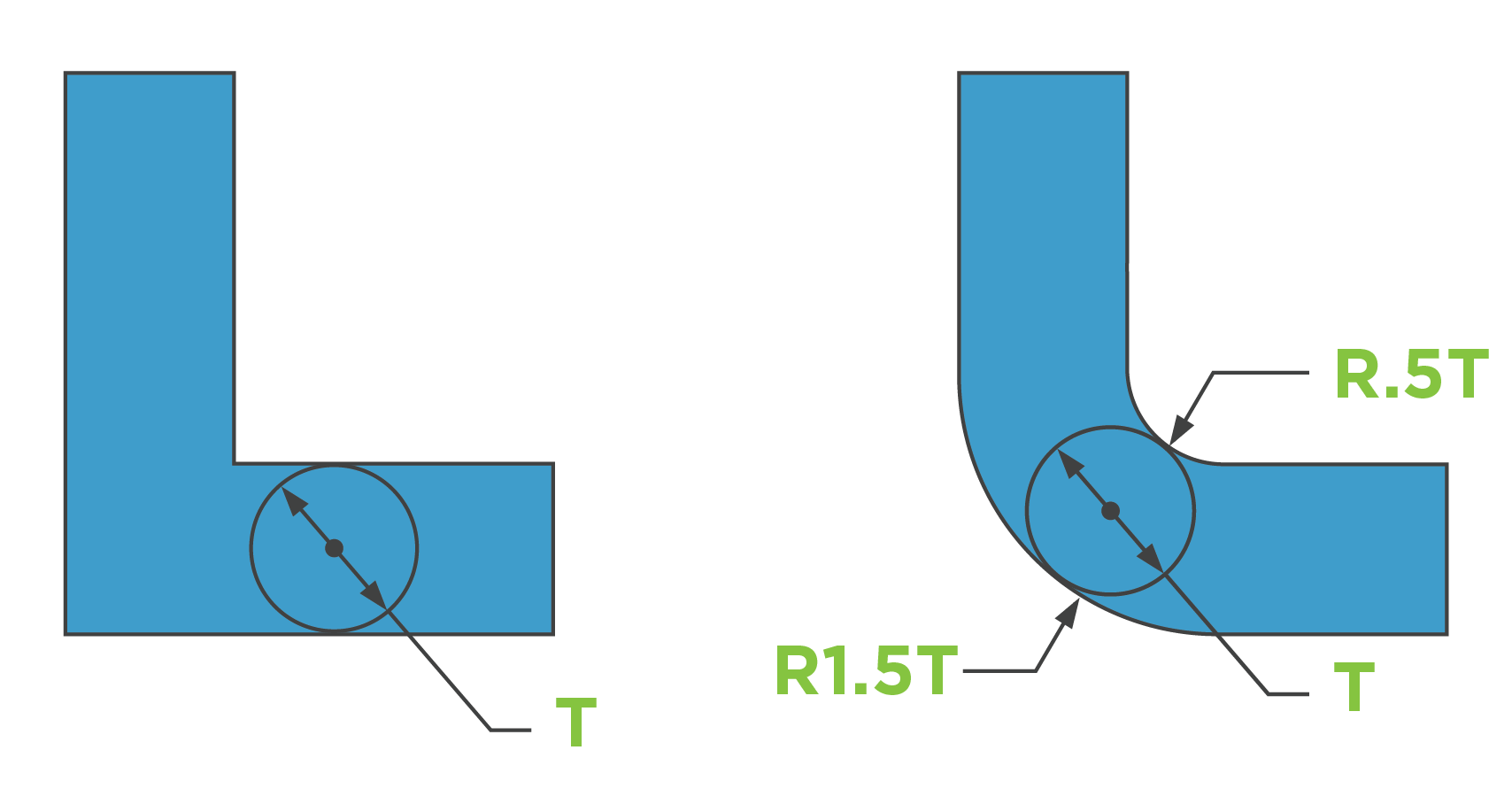
另一方面,半径不是注塑成型的必要条件,但应该应用到你的零件上,有几个原因——消除你的零件上的2022世界杯足球赛时间表尖角将改善材料流动和零件的完整性。
填充模具型腔的树脂在柔软的角落流动得更好,就像河流的流动一样。河流没有90度的弯角,因为水流会在内部和外部形成弯角,所以它很容易流向最终目的地。同样,塑料树脂想要采取阻力最小的路径,以减少对材料和模具的压力。半径,就像draft,也有助于零件的弹出,因为圆角减少了零件将粘在模具,导致它翘曲,甚至打破的机会。
壁厚的重要性
在零件设计过程中控制壁厚有助于管理零件的化妆、重量和强度。太厚的零件会导致难看的下沉,翘曲和内部空洞(空气袋)。为了避免这种情况,有材料推荐壁厚的指导方针-记住这只是一个一般规则,因为不是所有的部件都可能在表中显示的高和低端有壁厚。
| 树脂 | 英寸 |
|---|---|
| 腹肌 | 0.045 - 0.140 |
| 缩醛 | 0.030 - 0.120 |
| 丙烯酸 | 0.025 - 0.500 |
| 液晶聚合物 | 0.030 - 0.120 |
| 长增强塑料 | 0.075 - 1.000 |
| 尼龙 | 0.030 - 0.115 |
| 聚碳酸酯 | 0.040 - 0.150 |
| 聚酯 | 0.025 - 0.125 |
| 聚乙烯 | 0.030 - 0.200 |
| 硫化聚丙烯 | 0.020 - 0.180 |
| 聚丙烯 | 0.025 - 0.150 |
| 聚苯乙烯 | 0.035 - 0.150 |
| 聚氨酯 | 0.080 - 0.750 |
取芯和拉筋
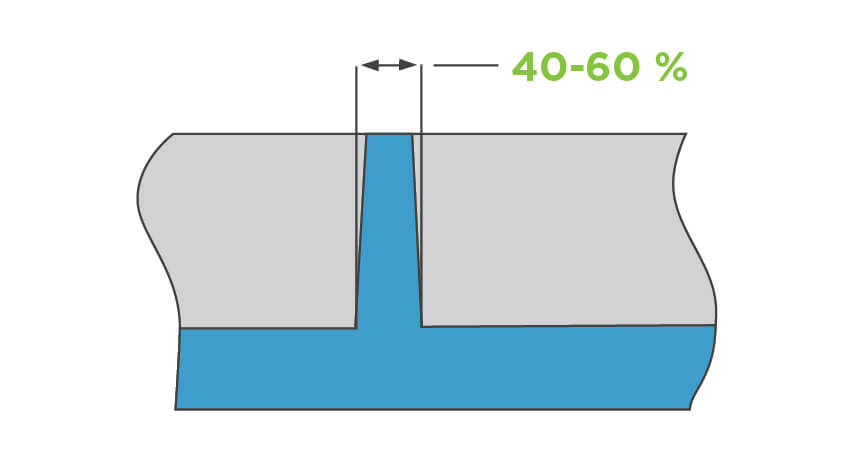
除了采用合适的壁厚外,还应考虑其他因素,以确保零件的设计完整性保持完整。人们可能会认为,部分越厚,部分越坚固,这是一个错误的假设。一个设计合理的结构部件应该包含肋骨和支撑扣板,这可以增加强度,并有助于消除外观缺陷,如翘曲、下沉和空洞。
Core-Cavity
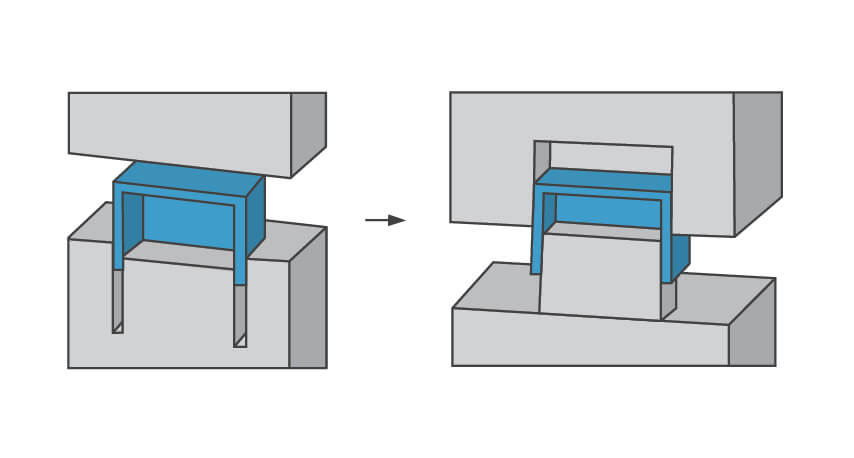
核心和型腔通常被称为A面和B面或模具的顶部和底部。一个core-cavity方法对零件进行设计可以节省制造时间和金钱,提高零件的整体美观度。
假设你正在设计一个简单的盒子。当牵伸作用于同一模具的内外表面时,就会产生非常深的肋,很难制造,增加了模具成本。它也增加了模具损坏的机会,由于困难的弹射和短射击,由于缺乏模具在深肋排气。
您可以通过核-腔方法将所有这些问题最小化。这种设计技术要求外墙和内墙被画出来,使它们彼此平行。这种方法保持了壁厚的一致性,保持了零件的完整性,提高了强度和可塑性,降低了整体制造成本。
削弱了
快速注射成型2022世界杯足球赛时间表要求你的零件设计要尽可能的简单,对吗?这是另一个错误的假设,因为我们支持复杂的零件设计,需要底边、通孔和其他功能。
由于我们通过针驱动调节,所以外部下切是最容易和最经济有效的side-actions.当模具打开和关闭时,这些侧动作与模具一起移动,而凸轮沿一个角度的销钉行驶。当打开时,凸轮是完全收回,所以部分可以很容易地弹出没有模具损坏和关闭,直到凸轮是在位置上创建下一个部分。
在不适应附加操作的情况下,我们可以使用手动删除的插入。这些是大于半英寸立方体的模具部件,由操作员在压机关闭前装入。在零件成型后,零件随着插入件被弹出。然后,操作人员取下零件,手动移除插入件,并将其放回模具中进行下一个零件。
门和弹射
浇注和引脚是塑料树脂战略性地进入模具和塑料零件有效地从模具中弹出的必要条件。我们从经验中学到,有几种方法来门或弹出您的零件,在您准备继续加工之前,应该考虑位置。
Tab浇口是最常用的,因为它们为模具技术人员提供了最佳的加工能力,并有能力在工艺需要时增加尺寸。卡片浇口的尺寸从流道逐渐变细,所以最小的点在零件表面。这使得零件和流道之间有一个凝固点,从零件表面去除热量。你要把热量从这个表面移走,以减少零件下沉的风险。成型后,需要手动拆除压片浇口,在0.005英寸内留下浇口痕迹。
子浇口通常通过将隧道浇口合并到零件的侧面或插入到顶射销(柱浇口)中来使用。两种浇口形式一般都能减小零件外部残留的尺寸。隧道门仍然从外部进入零件,但在零件表面的中间位置,因此它们通常留下较少的门痕迹。柱门在零件的外部留下不可见的痕迹,因为零件填充通过一个顶针接近零件的周长。风险是化妆品的阴影留在对面的部分,由于热量和部分的厚度。所以,当使用这个高度化妆的部分,有质感或高度抛光时,要谨慎。
热端浇口工作良好,因为它们从浇道和流道系统产生的废料最少。热尖是最好的部分,需要填补从中心到外边缘的平衡。这将最大限度地减少任何模具位移,因为制模门可以在模具中产生不平衡的压力。热尖门通常是最具美容吸引力的门(约0.050英寸)。直径),通常可以隐藏在酒窝或周围的标志或文字。
直接浇口是最不吸引人的,用于特定的材料,有很高的玻璃含量或中间部分需要二次加工。直浇口直径大,很难手动拆卸,通常需要通过铣削拆卸夹具。
技术帮助
有了坚实的技术掌握,以提高零件的可塑性,这是更容易进入小批量,最终大批量注射成型。2022世界杯足球赛时间表下一步是在线上传您的3D CAD模型,您将在数小时内收到免费DFM分析的交互式报价。正如我们前面所说,DFM分析将突出任何可塑性问题,甚至提出解决方案。我们建议将设计反馈与我们经验丰富的应用程序工程师的对话结合起来,他们将帮助您在生产开始之前提供任何可能需要的进一步指导。他们的电话是877-479-3680或(电子邮件保护).

如果你找向导有什么问题,按此下载.




需要定制注塑零件?今天获得在线报价。
得到模具零件