
设计过模时要考虑的3个关键元素
在制作过模零件时,要注意粘合、材料和一般的可塑性原则
注塑是一种常见的、具有成本效益的制造零件的方法。从医疗设备和儿童玩具到家用电器和汽车零部件,它被广泛用于生产既坚固又轻便的部件,在许多情况下取代了加工或铸造的金属产品。
然而,有时注塑成型的塑料部件需要一点帮助。低冲击或抗振动性,光滑的表面,差的人体工程学,和化妆品的问题只是几个原因,为什么第二个成型部分经常被添加为手柄,手柄,盖,或套。

一些制造商选择用胶水、螺丝或过盈配合将这两种不同的模压组件组装在一起,但这需要时间和金钱,并可能导致不理想的结果。幸运的是,过程快速overmoulding提供另一种解决方案。
本设计提示探讨了快速过模的三个重要元素:
- 成键
- 材料
- 原则
什么是快速过模?
这个过程使用机械或化学键(通常两者都有)将两个部分永久地结合在一起。这避免了组装的麻烦,简化了产品设计,并可以改善许多注射成型部件的特性。
在Protolabs,它的工作原理是将先前成型的零件(基材)放回压力机,并在原始零件的上面、里面和周围注入第二种塑料或液体硅橡胶(LSR)。两丸工艺需要一对模具,一个用于基材,另一个用于完整的过模产品。它还需要一个人来管理机器,装载基板零件和卸载完成的产品,这个过程被称为“挑放”过模。
接下来是什么?在开始任何过模设计项目之前,应该首先探索几个设计考虑因素:
- 成键。两种材料之间牢固的粘结对过模至关重要。
- 材料。基材和过模材料应该在物理上、化学上和热上相容。
- 的原则。可塑性的原则同样适用于过模,有一些额外的考虑要记住。
成键
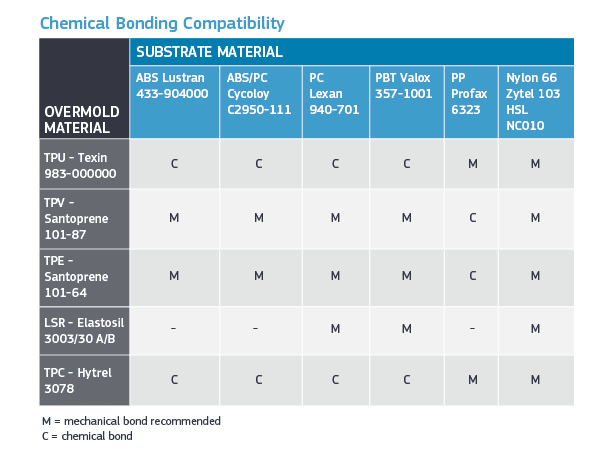
让我们从成键开始。在一个完美的过模零件中,覆盖层是不可能移除的,并且在与基板分离之前就会撕裂,甚至会带走一些底层材料。例如,热塑性塑料TPU和TPC与ABS、聚碳酸酯和PBT Valox(一种聚丁烯)形成强烈的化学键。Santoprene TPV是一种坚韧而灵活的“硫化胶”,广泛应用于气象密封、食品服务和电线电缆应用,它的限制更大,易于与聚丙烯结合,但很少与其他材料结合。
然而,在许多情况下,实现高水平的化学键并不总是可能的,甚至也没有必要。考虑一种模压电子外壳盖与软密封材料制成的过模压垫圈。一旦盖子锁定到位,垫圈就无处可去了。所有需要的是足够的债券,以保持衬底上的垫片,这样它就不会掉出来或错位在组装过程中。这是一个极好的应用,顺便说一下,因为它消除了一个冲压纸或橡胶垫圈的需要,然后必须手动粘到位。
在大多数情况下,我们建议使用机械联锁来增强甚至取代化学键。这可以通过在衬底部分放置凹口或一系列反锥形或反钻孔来实现,使过模材料可以流入其中,确保在除最苛刻的应用之外的所有应用中都具有无故障机制。如果您不确定如何将这些功能添加到您的部件设计中,请致电+44(0)1952 683047或联系我们的应用工程师(电子邮件保护).

最大化材料选择
过度塑形的原因有很多。最常见的方法之一是在保持产品的物理强度的同时提高产品的握力——例如,电动工具的手柄,或外科手术器械的防滑握把。在这种情况下,TPU比ABS是一个很好的选择。美学和产品品牌也很容易通过模塑来实现——一个体育特许经营公司可能会在球员的两件式模塑口护罩上使用球队的颜色,而一个著名的拖拉机制造商可能会用绿色和黄色的模塑罩来装饰其骑乘式割草机。
LSR是另一种常用的注射成型材料。它具有优异的拉伸和撕裂强度,疏水(排斥水),柔韧,抗细菌和紫外线,生物相容性。关于lsr的唯一缺点-至少在过模情况下&mdsh;是其相对较高的成型温度177℃,热到足以软化衬底材料,如ABS,聚乙烯和其他。幸运的是,聚对苯二甲酸丁二酯(PBT)和玻璃填充尼龙还不错。在Protolabs,我们提供超过100种工程级热塑性塑料和液体硅橡胶材料,以及数十种着色剂。
遵守规则(原则)
过度成型阅读从相同的剧本作为传统的注射成型工艺,有一些额外的特质:
- 两部分必须保持适当的吃水角度、均匀的壁厚和平滑的过渡线。
- 盖模材料的厚度应小于或等于它下面的基材的厚度。
- 过模材料的熔化温度应低于基材的熔化温度(如我们的LSR示例)。
- 如果化学键不可行,也不要绝望。机械联锁是一种很好的“把所有东西都锁在一起”的方法,应该在任何可能的地方使用。
- 基材工件的纹理可能有助于粘合。过度成型部分的纹理可以提供更好的抓地力和更有吸引力的表面。
- 过模件的表面应与相邻基板表面持平或略低于基板表面。
过模是改善产品物理属性或增强外观的好方法。与我们的其他注塑服务一样,我们生产的模具具有成本效益,生产数量为25至10华体会app官网,000或更多,约15天。如果你想要制造数百万个零件,快速过模也是一种很好的方法,可以在投资两球生产模具之前测试原型的粘合和材料兼容性,或者作为桥梁工具,直到这些模具准备就绪。
由于快速过模比标准注塑更复杂,前期模具成本可能略高于两个成型和组装部件的总和。然而,任何额外的投资很快就会被消除的二次装配成本以及更高质量、更耐用的产品所吸收。
一如既往,如有任何问题,请致电+44(0)1952 683047或(电子邮件保护).要让您的下一个设计项目开始今天,只需上传一个3D CAD模型在protolabs.co.uk为一个互动报价在几个小时内。