
掌握加工零件的复杂特征
创建高度复杂的机械零件更快,更有效地与一些快速提示
数控机床的性能每年都在提高。活动工具车床可以铣削各种形状,钻出离轴孔或径向孔,这些操作以前需要单独到铣削部门进行。加工中心配有支持3+2加工的分度头,一次加工可完成零件的多个侧面。这对设计师和工程师来说是个好消息。现在不仅可以生产极其复杂的零件,而且可以以更高的质量,更低的成本和更短的交货时间来生产。
但这并不意味着任何事情都会发生——某些加工规则仍然适用——不遵守这些规则可能会导致昂贵的返工和项目延误。本设计技巧探讨了任何零件设计师都应该知道的一些关键考虑因素,包括:
- 孔的位置
- 铣削深度特征
- 螺纹和镶件
- 文本
- 部分半径
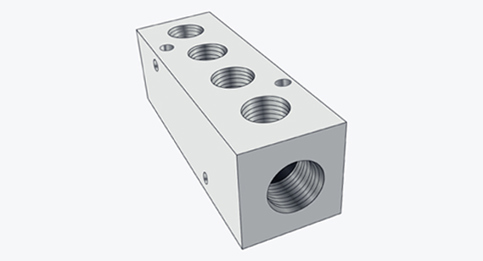
Protolabs有索引或3+2铣削。这一特点使机器能够抓住工件的底部,并在一次处理中加工其顶部和侧面。这种铣削工艺可以生产更复杂的零件,例如,在其侧面有凹口的支架,或者像瑞士奶酪一样的气动歧管。
与Protolabs的铣削中心一样,数控车削高速车床能在一次加工中完成许多复杂的零件。现场工具和y轴功能意味着可以转动螺栓,磨平扳手,然后钻一个十字孔作为安全线。更复杂的例子可能包括一端有对中槽的液压活塞,表面有扳手孔的配件,或者带有外键槽的轴。在某些情况下,甚至可以“转动”一个正交度大于圆度的部件。
考虑到这种铣削和活模具背景,在设计复杂零件时需要考虑以下五个要素:
1.孔的位置
Protolabs CNC车床上的轴向孔和轴向孔的最小尺寸为1mm,最大深度为直径的6倍。径向孔(从零件侧面钻出的孔)直径应至少为2mm。通过车削或铣削零件的孔通常是可以的(特别是在空心或管状零件上),但根据零件尺寸,孔直径和材料,切削工具可能没有足够的范围。Protolabs将在可能的情况下从每一面进行加工,但一定要检查您的设计分析是否存在潜在的约束。
2.深的特性
车削件的外槽深度不能超过24.1mm,窄于1.2mm。所有其他类似槽的铣削特征在尺寸方面通常与钻孔相同,但一个好的经验法则是保持深度小于特征宽度的6倍。此外,确保在相邻材料上留下至少0.5mm的壁厚。大平面和其他铣削表面——铣刀或车床——完全取决于零件几何形状与可用刀具尺寸的关系。然而,无论在哪里制作,深肋骨和凹槽都是具有挑战性的。在车削或铣削零件上切割散热片是可能的,但这取决于实际零件的几何形状和可用的工具。再次,仔细检查您的DFM分析,不要害怕测试我们的软件,或者联系应用程序工程师。
 |
| 设计人员经常在铣削和车削零件上添加螺纹特征。铣削和车削零件的螺纹选择不同,因此请检查在这里以确保选择了正确的流程。 |
 |
考虑对加工零件进行螺纹加工吗?您也可以考虑使用插入。线圈插入件(如图所示)和键插入件比裸螺纹提供更长的使用寿命,特别是在铝或塑料等软材料中。 |
3.更好的线程
在Protolabs的车削和铣削中心之间,有大量的螺纹功能重叠。一般来说,Protolabs可以螺纹从#4-40 (M3 x 0.5)到大约1/2-20 (M10 x 1.25),这取决于机器的类型和特征放置,尽管存在一些例外。请查看线程的指导方针精确的测量和细节。您也可以考虑使用插入。线圈和键插入提供比裸螺纹更长的使用寿命,特别是在软材料,如铝或塑料中,并且易于安装。
4.发短信很费钱
复杂的航空航天和医疗部件通常需要永久性地标记部件编号和公司名称。嵌入式文本可能看起来不错,但它也是所有机械加工操作中更耗时的一种,并且随着生产数量的增加,它是完全禁止的。通常最好是电化学蚀刻或激光标记的部分,但如果你必须雕刻文字,保持简洁,简洁的字体。我们建议对于软金属和塑料Arial round MT字体14点0.3毫米深,对于硬金属Arial round MT字体22点0.3毫米深。
5.Radii:小心角落
一个常见的错误在任何机械零件是呼叫尖锐的内部角。例如,通常用于Protolabs精加工的车削工具具有0.8mm的机头半径,因此任何配合部件的设计都应考虑到这一点。铣刀对软金属的加工精度为1mm,对硬金属和塑料的加工精度为1.2mm,这意味着任何口袋的内角半径都将超过一半。这是非常锋利的,但请记住,用小工具铣削需要很长时间,并且对于硬金属来说,深度不超过4毫米,对于软金属和塑料来说,深度不超过7.6毫米。最好的办法是减轻内角或允许尽可能大的内半径配合部分的设计。
最后提醒一句:未能将良好的设计应用于制造实践会使具有挑战性的加工操作更具挑战性,因此成本高昂。对于原型来说,多花一点钱可能不是一个问题,但当需求增加和零件进入生产批量时,这可能是一个真正的游戏规则改变者。与往常一样,当对任何复杂零件或零件特征有疑问时,请随时致电+44(0)1952 683047或(电子邮件保护)