科学成型,确保零件功能可重复
如何通过详细、科学的工艺流程,在注塑件生产中创造一致性

确定最佳填充速度:模内流变曲线
重要的第一步是确定一个健壮的填充速度设置,允许内在的变化,这在聚合物和注塑压力机性能中都可以看到,同时减少对填充模腔的聚合物熔体的变化。这将有助于确保与聚合物本体性能相关的可重复部件和/或产品性能。
首先,需要一些聚合物的背景知识和理论。聚合物由长链分子组成。这些分子链彼此纠缠在一起,可以在半晶体材料中形成晶体区域。当聚合物被加热到超过其熔化温度时,结晶区域就会分解成半结晶树脂。对于半晶树脂和非晶树脂,分子链之间的自由体积增加到允许分子链彼此自由移动的程度。
这个图表显示了粘度随剪切速率的变化。随着剪切速率的增加,材料越容易流动(粘度下降)。在完全对准时,随着剪切速率的进一步增大,粘度将保持不变。这被称为上牛顿高原。
- 零剪切粘度
- 粘度(η)
- 对数剪切速率(γ)
- 零剪切粘度
- 上牛顿高原
当材料被驱动流动时,剪切应力被赋予分子链。剪切应力开始使分子链在流动的方向上排列,从而使分子链更容易彼此滑动。因此,随着剪切速率的增加,材料越容易流动(粘度下降)。
这是在非牛顿流体中看到的一种行为。随着剪切速率的增加,粘度将继续下降,直到分子链达到完全排列。在完全对准时,随着剪切速率的进一步增大,粘度将保持不变。这被称为上牛顿高原,因为材料现在将表现出更牛顿流体类型的行为(见上面的粘度变化与剪切速率图)。
让我们从后台转到应用程序。填充速度确定过程试图捕捉这种剪切减薄行为的材料,因为它流经模具。模内流变曲线利用压力-实际注射压力和实际填充时间的读数绘制表观粘度与剪切速率(见下面的流变曲线图)。

从流变曲线图中可以看出,剪切速率越大,粘度越低。在较高的剪切速率下,粘度开始趋于平稳。选择一个填充速度,导致在这个稳定区域的剪切速率,允许不同批次的材料差异。此外,在这种填充速度下,机器行程速度/响应的不一致性对流入模具腔的材料粘度的影响可以忽略不计。这导致制造的零件具有更均匀的分子/填料取向、热历史和从镜头到镜头的压力。
在确定可靠的填充速度设置的过程中,还允许成型过程使用聚合物的剪切减薄行为来填充更小的特征,更准确地复制模具几何形状,提高焊缝强度,并最大限度地减少流动前沿犹豫的可能性。但是要小心:不要选择太快的填充速度,这样会导致剪切速率非常高。剪切速率过高会开始降解聚合物。分子链开始断裂,导致分子量降低。低分子量链导致材料的机械性能被改变。这可能导致部件过早失效。高剪切速率对填充材料尤其有害。玻璃纤维是一种非常常见的塑料材料增强材料,通常具有远低于载体材料的剪切速率限制。当剪切速率过高时,增强纤维会被分解,从而降低其有效性。
流变曲线:
- 低粘度
- 粘度(psi*s)
- 剪切速率(1/s)
- 确定最佳保持压力
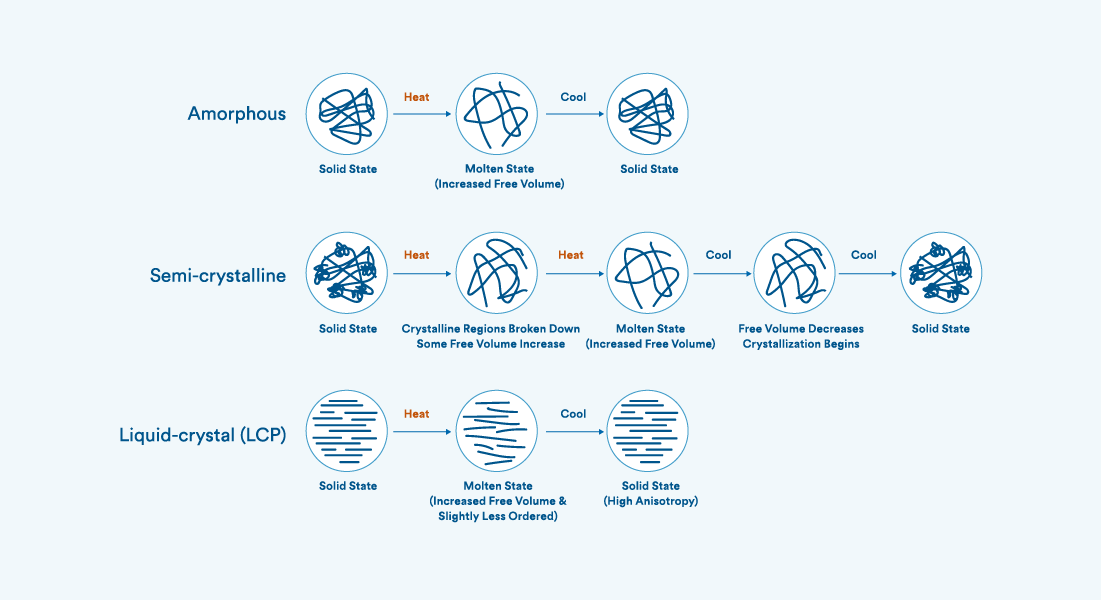
这幅插图强调了发生在非晶态、半晶体和液晶聚合物上的变化。

为了抵消塑料冷却和凝固时的收缩,必须施加压力来补偿。
保持压力是用来迫使更多的塑料材料进入模腔,以增加被塑件的密度。这有助于防止体积收缩引起的问题,如下沉和空洞。
保持压力的应用也有助于使模塑件外表面的材料与模壁紧密接触,从而改善导电传热,便于冷却。一旦材料凝固,它就不能有效地传递压力。这就是为什么在塑料部件设计中保持均匀的壁厚以及使用厚到薄的浇注方案是很重要的。
确定最佳保持压力包括确定最低的填料压力,以充分填充在填充阶段故意留下的短模腔的剩余部分,并将任何与收缩相关的问题减少到可接受的水平。
然后,最高可接受的包装压力也可以通过找到模具开始闪现的压力,或零件出现的其他问题来确定,例如零件在弹出时卡住。这些点(最低值和最高值)确定了特定熔体温度下可接受的包装压力窗口。

在这些点之间选择三分之二的点提供了一个设置,将有效地包装部件,同时最大限度地减少过度包装问题[见插图]。
确定最佳保持时间(门冻结)
接下来是确定保持时间设置,允许压力从机器喷嘴转移到腔,只要闸门保持打开。
在给定的保持压力下,只要门保持打开状态,对腔体施加正压,就能产生最多的填充部分。施加压力直到浇口冻结还可以防止材料从空腔回流到进料系统。填料越多,成型构件的体积收缩率越低。通常情况下,这将导致最佳包装部分,尽管在特殊情况下,使用比门冻结时间短的保持时间可能是优先的。最大限度地减少成型部件的体积收缩要求在有效的时间内施加最佳的包装压力。
由于塑料一旦凝固就不能有效地传递压力,有效包装的时间就变得与几何形状有关。如前所述,部件内的薄截面比厚截面更快冻结,并将区域与填料压力隔离。

根据注塑零件和模具设计的标准实践,通常将浇口放置在允许厚到薄填料的区域,浇口的尺寸通常是被浇口进入的壁厚的百分比。
常见的浇口尺寸通常为壁厚的60%至80%,但某些浇口设计需要更严格的尺寸以方便与部分壁分离。
鉴于浇口通常比零件壁薄,浇口会在零件几何形状之前凝固。一旦浇口凝固,来自进料系统的零件腔的增压就完成了。
一旦浇口冻结,没有必要继续施加填料压力,因为这只会将进料系统填料出来。
浇口冻结的确定包括跟踪使用不同保持时间时零件的重量。只要浇口是打开的,空腔继续被填充,零件的重量就会继续增加。

 电子邮件(电子邮件保护)附上你的姓名、活动名称和完成日期,领取证书
电子邮件(电子邮件保护)附上你的姓名、活动名称和完成日期,领取证书